


Что вообще такое качество автомобиля и чем оно определяется? В конечном итоге все решает потребитель. Он должен остаться довольным машиной, приобретенной в дилерском центре, и сразу после покупки, и во время эксплуатации. Автомобиль, который он получит в салоне, должен быть качественно собран, у него должны легко открываться и закрываться все двери, зазоры между кузовными панелями должны быть равномерными, он должен быть качественно окрашен, а все электроприборы и электронные блоки должны исправно работать. Ну а впоследствии он не должен приносить огорчений поломками (даже теми, которые положено устранять в рамках гарантийных обязательств), а кузов не должен страдать от коррозии даже после наших «соленых» зим. И чем дольше будет длиться период, в течение которого владелец не будет встречаться с поводами для огорчений, тем лучше.
Вот только добиться этого непросто. В автомобиль как в конечный продукт сливается работа сотен предприятий и сотен тысяч работающих на них людей. Можно довести до идеала качество сборки, но и это совсем не просто: на конвейере работает множество людей и совершается огромное количество операций. Вдобавок проблемы с любым из производимых на самом заводе или получаемых от внешних поставщиков узлов или компонентов поставят на итоговом качестве жирный крест. Словом, тут недостаточно призывов «Даешь качество!» или «Совесть рабочего – лучший контролер». Здесь нужна системная работа. Посмотрим, как она организована на ВАЗе.





Система обеспечения качества определяется документом, который называется «Об актуализации "Политики Группы компаний АВТОВАЗ" в области качества». В нем крупными мазками набросаны основные направления: работа с персоналом, с входящими в АВТОВАЗ самостоятельными подразделениями ВИС-Авто и Лада-Спорт, с внешними сборочными площадками в Ижевске и Санкт-Петербурге, контроль качества автокомпонентных производств и сборочного комплекса. Управление этой системой сертифицировано на соответствие требованиям международного стандарта ISO 9001.2015 и соответствующего ГОСТа. Ну и, конечно, – работа с дилерами, в первую очередь – обучение персонала. Для этого на АВТОВАЗе организована отдельная структура под названием «ЛАДА-Академия». Вот со знакомства с ней мы и начнем.
Академический подход
«ЛАДА-Академия» создана в 2015 году, работает на двух площадках, в Тольятти и в Москве, и проводит обучение по 12 ключевым специальностям по 52 учебным программам. Для каждой специальности предусмотрено четыре уровня обучения: «Начальный», «Базовый», «Стандартный» и «Экспертный». Научат тут многому. Появляется новая модель – проведут по ней курс, расскажут, как сравнивать ее с конкурентами, причем – в форме тест-драйвов и автопробегов. Автомеханикам расскажут о конструктивных особенностях автомобилей Lada и обучат технологиям ремонта и обслуживания. Для приемщиков и продавцов-консультантов проведут лекции по психологии и навыкам общения с клиентами с практическими занятиями. В качестве наглядных пособий используется парк из 13 учебных автомобилей, но многие занятия проходят удаленно, в форме вебинаров. Это значит, что заниматься могут сотрудники дилерских центров со всей России, ну а онлайн-библиотека работает круглосуточно семь дней в неделю. В очной форме каждый год через курсы «Lada-Академии» проходит 12-14 тысяч человек. А еще она активно участвует в проверке и сертификации дилерских центров, в том числе – как «тайные покупатели», и в проведении ежегодного конкурса «Лучший по профессии».
Клиенты в течение гарантийного периода обращаются в дилерские центры с теми или иными проблемами. Чтобы выявить и устранить их причины, есть целая наука – инцидентология. Ее цель – выявить причину возникновения несоответствия, которой могут быть и брак поставщиков, и огрехи в ходе производства, и недостатки конструкции и технологий. Естественно, за этим следует разработка мер по расшивке узких мест и ликвидации источника систематически возникающих проблем, а если это необходимо – принимается решение об отзывной кампании.

Оценить эффективность принятых мер помогает статистический анализ количества обращений клиентов с теми или иными претензиями по качеству, а также регулярные опросы владельцев. В ходе этих опросов выясняется, были ли они удовлетворены или нет качеством приобретенного автомобиля и в какой мере, устроили ли их потребительские свойства – комфорт, шумоизоляция, эргономика. Так вычисляются показатели 3МИС, 12МИС, 24МИС и 36МИС – количество поломок и выявленных дефектов за 3, 12, 24 и 36 месяцев.
Конечно же, все это очень важно, но все же недостаточно для того, чтобы все дилерские и сервисные центры работали как часы, а клиенты уезжали из них абсолютно счастливыми. Но настойчивая и систематическая работа не может не сказаться на результате: автомобили производства 2025 года выпуска вплотную подошли к уровню 2021 года – лучшего года в плане наблюдения дефектности в гарантии за всю историю АВТОВАЗа.
Ну а теперь вернемся к самому началу борьбы за качество – к средствам контроля деталей, поступающих в автосборочный комплекс.

Светом и калибром
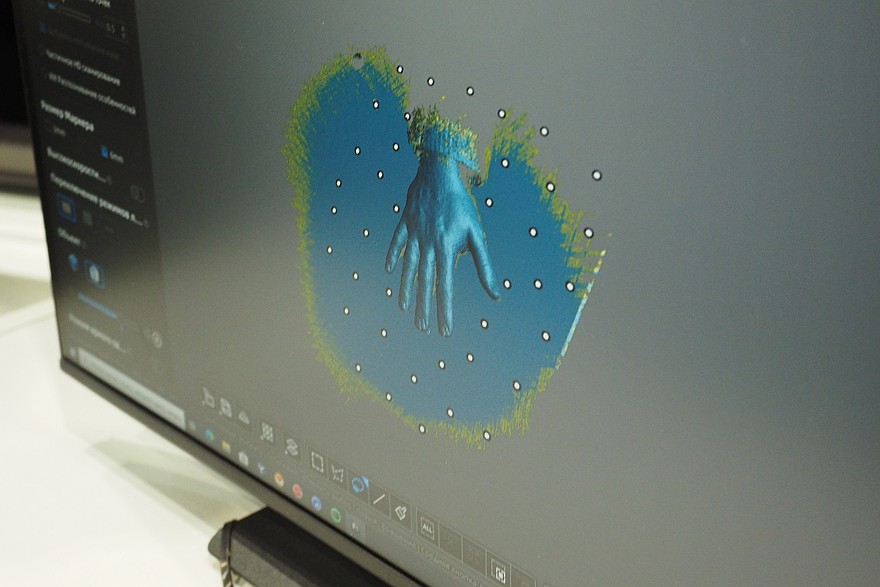
В инженерии калибр – это специализированный контрольно-измерительный инструмент, предназначенный для проверки соответствия геометрических параметров деталей установленным требованиям чертежа. Основная задача калибра – не измерять точное значение размера, а определить, находится ли контролируемый параметр в пределах допустимого диапазона. Так об этом пишут в энциклопедиях. И в системе контроля качества кузовных деталей, выходящих из-под прессов и поступающих на участок сварки, калибры занимают ключевое место. Выглядит все это так: при помощи струбцин деталь закрепляется на калибре, который в свою очередь, установлен на массивной раме. Вся эта конструкция монтируется на еще более массивную чугунную станину роботизированного измерительного комплекса. Рука с измерительной головкой проходит по заранее заданным точкам, и результаты измерений, точность которых составляет сотые доли миллиметра, сопоставляется с математической моделью детали. Кузов автомобиля сваривается из множества деталей (например, кузов Lada Vesta – из 245). Для каждой из них готовится отдельный калибр, который хранится на специальном складе. Ну а чтобы избежать путаницы, рамы, на которые установлены калибры деталей разных моделей, окрашены в отдельные цвета.






Сейчас на ВАЗе вовсю идет подготовка к началу серийного выпуска кроссовера Azimuth. Для этой модели с заводским кодом HGH уже готов набор калибров, включая уникальный полномасштабный калибр всего автомобиля. Он позволяет проверять геометрию как кузовных деталей, так и стекол и элементов салона.







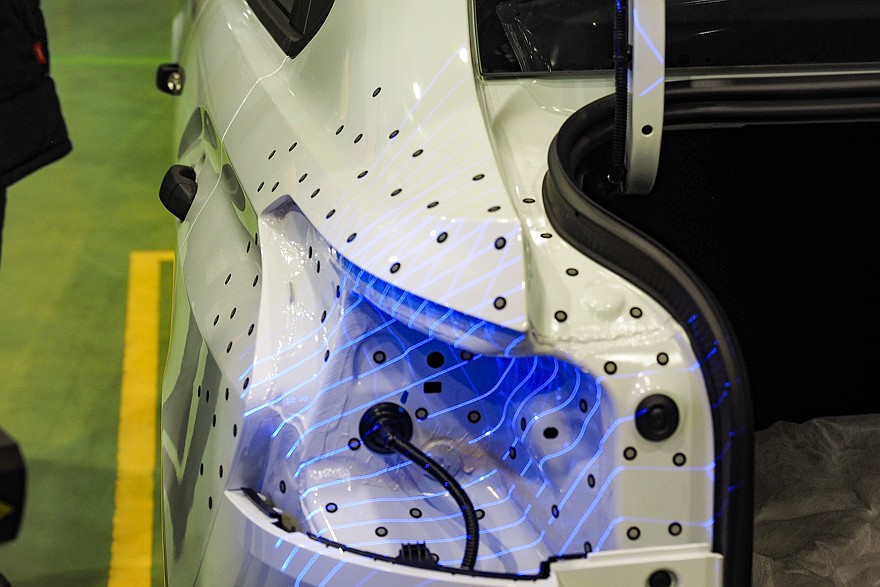
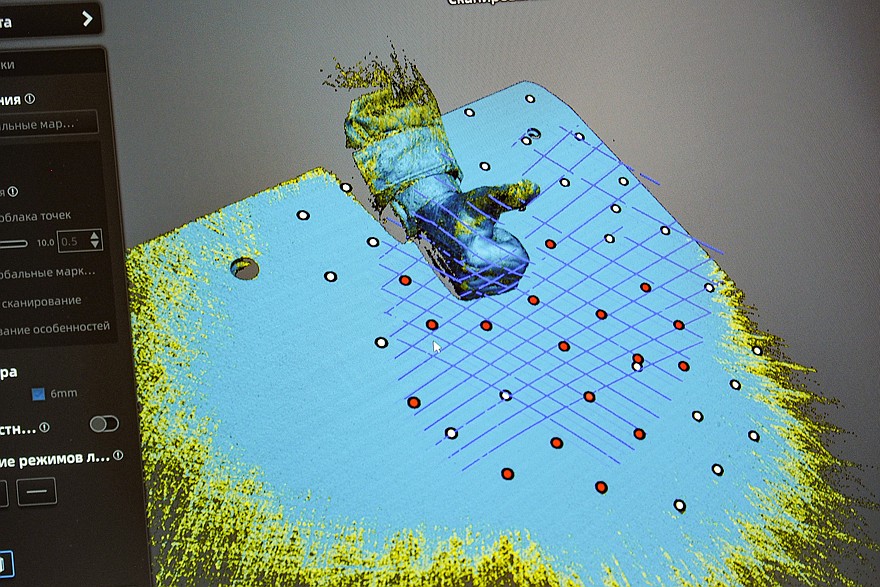
В ряде случаев удобней и выгодней применять оптический 3D-сканер. Например, когда контролируется сопряжение сложных криволинейных поверхностей. Или при исследовании деталей из пластика, когда очень важно, чтобы деталь не деформировалась при нажиме измеряющего инструмента.

Есть одно немаловажное обстоятельство: все эти измерения требуют времени, и проверить 100% деталей, вышедших из кузнечно-прессового цеха, просто нереально. Поэтому поступают так: штамповка происходит партиями. Готовые детали помещают в специальную тару, которая гарантирует их сохранность и отсутствие деформаций при перемещении, а первая и последняя деталь партии поступают на контроль геометрии. Если в лаборатории обнаруживают отклонение от заданных параметров, то вся партия помещается в «отстойник», и начинается поиск детали, с которой эти отклонения стали заметными. Ну а другие специалисты устраняют причину возникновения этих отклонений.
Рентген и ультразвук
Все отштампованные детали поступают на участок сварки кузовов и проходят через «сад роботов». ВАЗ на сегодня – одно из самых роботизированных предприятий в отрасли: только на новом участке, где варят кузова Lada Iskra, их 112, а всего на заводе работают 1300 роботизированных комплексов. Впрочем, и для человека со сварочными клещами работа тоже находится – доступ к некоторым точкам сварки для роботов не слишком удобен, и их приходится варить вручную. И вполне естественно, что здесь тоже работает многоэтапный контроль. Начинается он на участке комплектования, где задачей контролеров является не пропустить на автоматизированную линию дефектную или деформированную кузовную деталь.
Каждый сваренный кузов проходит через контроль внешнего вида, где проверяется, не получили ли поверхности вмятин и забоин, а затем поступает на проверку 1D геометрии с помощью измерительных стендов. Выборочные кузова отправляются на проверку толщины пакета зафланцовки навесных узлов и глубины пробивки VIN-номера.



Еще одним важным элементом является неразрушающий контроль качества точек сварки при помощи ультразвука. Каждый кузов Lada Granta и Iskra имеют порядка 4800 точек сварки, а в кузовах Vesta их более пяти с половиной тысяч. И на каждую точку нужно поместить ультразвуковой преобразователь, который состоит из генератора ультразвуковых волн и датчиков, которые принимают их отражение. Результаты выводятся на дисплей, и контролер может увидеть и так называемый «непровар», и «пережог».



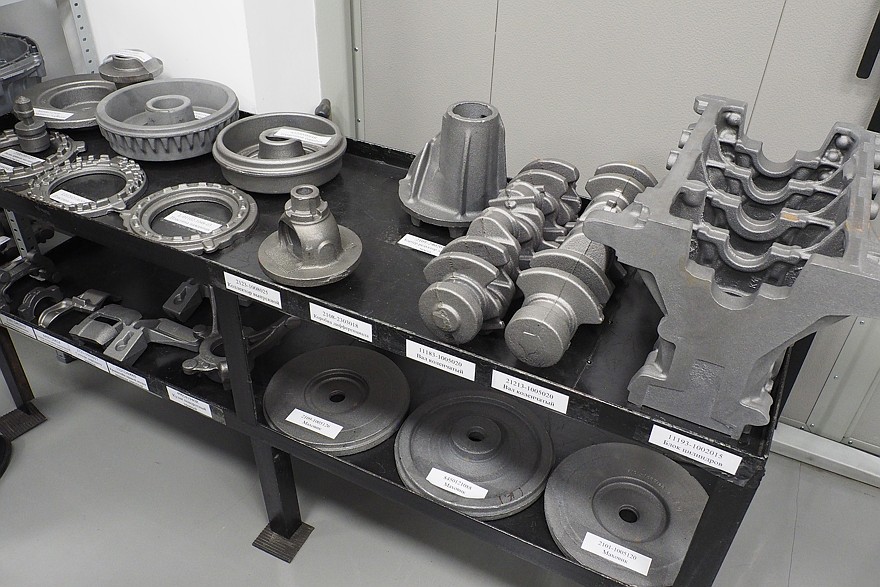
Массивные изделия тоже проходят через неразрушающий контроль, но тут ультразвук не поможет – только рентген. На заводе смонтированы семь мощнейших рентгеновских установок. Они в десятки раз мощнее медицинских, поэтому располагаются в специальных защитных боксах и изготовлены отечественными компаниями. Сидящий в «рентгеновском кабинете» оператор дистанционно управляет и работой установки, и позиционированием исследуемой детали. И это тоже требует высочайшей квалификации.




Краски и мастики
Большая часть работ по окраске готовых кузовов, начиная с нанесения антикоррозионных покрытий и грунтовки и заканчивая финишным лаком, также выполняется на автоматизированных линиях, но в автомобиле есть места, где приходится наносить материалы вручную. И здесь важны два момента. По всему заводу расположены многочисленные «Школы мастерства». В одной учат искусству автомаляра – правильному нанесению краски при помощи пистолета-распылителя. Дали попробовать и нам. Оказалось, что это в высшей степени непростое дело. И по горизонтали, и по вертикали пистолет нужно перемещать быстро, но равномерно, при этом удерживая его перпендикулярно поверхности и на определенном расстоянии от окрашиваемой детали. Со стороны – ерунда, а когда берешь инструмент в руки, без огрехов никак не получается.
Другая школа учит оценивать качество окраски: и правильно сравнить общий тон с идеальным образцом, и находить потеки и разрывы швов отвержденной герметизирующей мастики. И очень важно осматривать каждую деталь в заранее продуманном правильном порядке. Одним из отклонений в окраске (и весьма распространенным) является шагрень – структурные неровности внутри верхнего слоя лакокрасочного покрытия. Само по себе наличие шагрени – это норма, но вот ее выраженность не должна выходить за определенные рамки. И все это нужно оценить на глаз и сделать правильные выводы. В общем, в школах мастерства проходят обучение и чек-мены (в основном – вумены, которые, как правило, скрупулезней и дотошней мужиков) выходного контроля участка окраски, и сотрудники контроля сборочных конвейеров. И не одноразовое, а с периодической переподготовкой.






Сборка, сборка, сборка…
Сборочные конвейеры – это самое эффектное из того, что есть на любом автомобильном производстве. На ВАЗе таких линий три: на одной собирают Lada Vesta и Aura, на другой – Granta и Iskra, на третьей, самой старой – Niva Legend и Travel. Длина каждой линии – 900 метров, множество рабочих постов, к которым то и дело подкатывают «Антоны», они же «Антонины» – так на заводе называют АНТ, автономный наземный транспорт. И вся структура конвейера представляет собой сквозную цепочку контроля качества.
Первая линия контроля – это сами сборщики и чек-мены, контролирующие выполнение операций. Если что-то не так – с каждого поста можно остановить конвейер для устранения проблемы на месте или принятия решения об устранении ее после окончания процесса. Да, это кайдзен – японское слово, которое плотно вошло в лексикон всех автопроизводителей. В переводе с японского оно означает «хорошие изменения» или «изменения к лучшему», и это целая философия и практика непрерывного улучшения производственных процессов, основанная на небольших, но постоянных позитивных изменениях. И постоянный многоэтапный контроль качества – это стержень всей философии.






После сборки автомобили поступают на углубленный контроль. В обязательном порядке каждый собранный экземпляр проходит через специальный стенд, на котором измеряются параметр вакуума, а также – уровни заправки технологическими жидкостями тормозной системы, системы охлаждения двигателя и системы кондиционирования. На следующем стенде проверяются углы установки колес и света фар. Следующий этап – испытание автомобиля на роликовых стендах и на тормозных барабанах. Ну и, наконец, осмотр готового автомобиля в световом туннеле с контролем зазоров и перепадов, правильности установки уплотнителей, усилия закрывания дверей. Контролеры осматривают моторный отсек и подвеску на эстакаде, а затем на специальном стенде проверяется работа светотехники. Пока что это выглядит так: сотрудник по очереди включает тот или иной осветительный прибор и видит на экране, загорелись или нет габариты, фары ближнего и дальнего света, поворотники, стоп-сигналы, работает ли подсветка номера, и делает соответствующую отметку. Но в ближайшее время оценка «работает – не работает» будет выставляться автоматически, при помощи машинного зрения.
Еще один этап – проливка автомобиля в дождевом тоннеле. Заехала машина, получила свою порцию интенсивного орошения, а за этим следует проверка: в салон не должно просочиться ни одной капли.


Перед тем, как отправиться на площадку готовой продукции, автомобиль проезжает по треку со специальными участками. Раньше все машины проходили через открытый трек, расположенный на территории завода. Теперь трасса трека проложена прямо в цеху.



Но и это еще не все! Каждый день по 20 автомобилей (как минимум по одному каждой выпускаемой модели и по одному типу кузова) поступают на углубленный двухчасовой осмотр, который завершается проездом по внешнему испытательному треку. Еще 200 машин поступают на контроль по сокращенной получасовой программе, которая также включает в себя трек, но уже внутренний. И еще два автомобиля отправляются на четырехчасовой дорожный тест, который включает в себя как движение в городском режиме, так и проезд по загородным трассам со скоростью 90 км/ч.



Но что же произойдет, если на одной из проверяемых машин будет обнаружен серьезный дефект? А вот что: вся партия отправится в отстойник, а ее отгрузка в сеть реализации будет остановлена. И продолжаться это будет до тех пор, пока не станет ясно, насколько массовым является этот дефект и что с ним можно сделать. Ну и, конечно же, какие меры необходимо предпринять, чтобы эта проблема не повторялась.
Скрипы, стуки и шорохи
Одной из задач, которая стоит перед водителями-испытателями во время тестовых заездов, является выявление «неправильных» шумов в салоне. Испытатели не зря считаются заводской элитой: им нужно научиться не просто виртуозно держать режимы движения, но и слушать автомобиль, четко различая шумы. Для этого на заводе организована специальная школа, а шумы имеют четкую классификацию. Стук, скрежет, свист, шорох, шелест – все это нужно научиться четко отличать, а желательно – еще и правильно определять локализацию шумов.
Нам была предоставлена возможность примерить эту работу на себя: прослушать лекцию о классификации шумов с примерами, а потом выехать на трек и попробовать применить полученные знания. Мне досталась Lada Aura, и, выехав на трек, я добросовестно вслушивался в звуки, которые можно было услышать в салоне. Услышал пару не слишком громких, по крайней мере пока, «сверчков» – все-таки салон «полупрестижной» Ауры конструктивно не отличается от салона куда более бюджетной Весты, и аэродинамические шумы на прямиках, где можно было «валить на все деньги», и постукивание какого-то незакрепленного предмета в багажнике. Не знаю, все ли я услышал, что было можно, но вот что я скажу: на самом деле я бы с удовольствием прошел бы полный заводской курс обучения испытателей с практическими занятиями – просто чтобы лучше понимать попадающие ко мне на тесты автомобили и более объективной оценки как работы подвески, так и акустического комфорта. А вот Aura мне в целом понравилась – и работа подвески, в том числе на брусчатке, и управляемость, которая оказалась значительно лучше, чем можно было бы ожидать от автомобиля с удлиненной базой.

* * *
Да, на АВТОВАЗе есть реальная система контроля и обеспечения качества. Но возникает вопрос: а почему несмотря на все, что нам показали, марку Lada все еще никак нельзя назвать эталоном этого самого качества? Тут много всяких факторов, и одним из важнейших является качество поставляемых внешними поставщиками узлов и комплектующих. В особенности это касается резинотехнических изделий: уплотнителей, сальников, прокладок, шлангов… В 2024 году завод проводил сервисные кампании по замене сальников вариатора и ступичных подшипников Lada Vesta, но проблемы с поставщиками РТИ и подшипников никуда не делись. Это раньше можно было выбирать: хочешь премиальное качество – заказывай шведские SKF, американские Timken или японские Koyo, нужно что-то побюджетней – есть литовские Craft. А сейчас выбор сократился – хочешь, не хочешь, а придется заказывать волгоградские или самарские. И деваться некуда: нужно вписаться в лимит баллов локализации. Но я посмотрел на то, как организована работа с качеством на заводе, и главное, что я увидел, – это система. А раз есть система, то и результат раньше или позже точно будет.



Для комментирования вам необходимо авторизоваться
Название статьи вызывает нервный смех :))) В тексте всё красиво, а еще можно судить о качестве продукции автоваза, почитав комментарии работников (они доступны в сети и достаточно свежие).
P/S/ Не имею непереносимости продукции автоваза, более того сам являюсь владельцем Лады Гранты.
"Контроль качества" и "АвтоВАЗ" - это так и не вышедшая первоапрельская статья? 😆
Вы из Прибалтики?
Вы из Сев. Кореи?
Значит, из Израиля.
Значит, из Ирана.
На "АвтоВАЗе" взялись за ум при Renault и Бу Андерссоне. Спасибо им.
"как устроена система контроля качества АвтоВАЗа" - это звучит как анекдот))
Почему?
Так не так давно же видосик был Combat Crew про то как он купили новую ниву спорт и что из всего этого вышло.По команде сверху отдел контроля качества пропустит любое сырое изделие.А если заартачится , то всегда можно начальника этого отдела уволить и назначить более сговорчивого.
Так они отмазались что за эти машины не Автотаз отвечает, а Ладаспорт.
Это конечно, не УАЗ, где понадобилось 50 лет, чтобы кузов буханки при сборке перестали бить о колонну цеха, но все равно, у АвтоВАЗа скорее не борьба ЗА качество, а борьба С качеством.
Основная борьба у них с жадностью, но пока всухую проигрывают.
О да
Особенно поржал про борьбу со скрипами - борьба проиграна с самого начала
А как там литье блока цилиндров - так же точно "овалы в пределах допуска"?
А чего Гранта как гнила изначально, так и гниет? А краска и грунт, которые любым камушком до металла пробиваются, и металл тут же зацветает - тоже качество? А сиденья грантовские красить научились, позорники - ржавчина на спинках через два года?
Эх
И так купят
Настоящие мужики Нивку любят вопреки
ПС. У меня жена отобрала накопленные на Легенду деньги.
Да, как облизывают это барахло.
А на выходе рваные постели распредвалов повально. В том числе в запчастях в магазинах. Благо, интернет пока не отключили, почитать можно.
Российским военнослужащим в Новороссии необходимо поставлять как можно больше "Нив".
За 30 лет так и не смогли убрать вой шестерен коробки на переднеприводном семействе - вот и все ,что нужно знать о качестве Автоваза
Как то на дне открытых дверей на Автовазе, на пункте контроля качества, я обнаружил что на машинах подкрылок в задней арке (Лада XRay) намного короче самой арки. Жене говорю смотри сейчас скажут: Такой конструктив.
Обращаюс к контролёру. Говорю: Почему подкрылок не достаёт до арки?
И тут же он выдаёт: А вот, такой конструктив!
Жаль на видео не заснял.
Потом, спрашиваю: А почему именно в этом же месте у вас непрокрас и виден слой грунтовки?
Отвечает: Так там же всёравно антикор будет. Так что всё нормально.
Занавес :))))
Если что, то я сам тогда работал директором по качеству на производстве.